
- En
- 400-672-7281


作者:彩谱科技
光泽度即物体表面对光线的镜向反射能力,在陶瓷领域,它源于釉层高温熔融后形成的玻璃态物质层——釉面越光滑致密,镜向反射率越高,光泽度值越大。作为陶瓷制品核心外观性能指标,光泽度直接反映釉面质感、装饰效果与产品档次,是生产、质检、品控及市场分级的重要依据。GB/T 3295—2025《陶瓷制品镜向光泽度试验方法》是我国陶瓷制品光泽度检测的专用国家标准,彩谱CS-300单角度光泽度仪采用60°通用测量角度,可精准测定陶瓷制品的光泽度数值,满足陶瓷生产、质检及应用环节的专业需求。

一、陶瓷光泽度测量的核心难点
01 釉面类型多样,光泽范围跨度大
陶瓷制品的釉面从哑光、半光到高光泽类型多样,光泽度数值涵盖较宽的范围。不同釉面类型对光的反射特性差异明显,高光泽釉面反射强烈,哑光釉面则呈现较多的漫反射,对测量设备的动态范围和灵敏度提出了更高的要求。
02 表面平整度影响测量一致性
陶瓷制品在烧制过程中可能产生微小的表面起伏、针孔或波浪纹,这些微观不平整会干扰光的镜面反射路径,导致光泽度读数出现波动;同时,在烧成过程中可能受到窑内气氛差异、釉层厚度不均等因素的影响,导致同一件产品的不同部位光泽度可能存在差异。如何在单件产品上选择足够且具有代表性的测量位置,并且获取稳定、可重复的测量数据,是陶瓷光泽度检测中的常见挑战。
03环境干扰的排除
光泽度测量对环境光照极为敏感。外部杂散光进入测量窗口会叠加在信号光上,导致测量值偏高或波动。此外,温度变化、样品表面的污染等因素也会影响测量结果。
二、陶瓷光泽度的测量方法
针对陶瓷制品光泽度检测难题,彩谱CS-300单角度光泽度仪提供标准化检测方案,依托仪器稳定的检测性能,实现光泽度快速、准确测定,严格契合GB/T 3295—2025检测要求。
测量设备:彩谱CS-300单角度光泽度仪
测量样品:陶瓷样品
01 准备仪器与样品
将待检测陶瓷样品放在平整表面,确保测量区域干净、无污渍、无划痕,短按电源键开机,确保仪器状态良好。

02 仪器校准
在主界面点击“校准”,根据提示将仪器放入校准底座,按下侧边按钮仪器会自动进行校准,显示校准成功即可。

03 参数配置
在仪器主界面选择“设置-测量设置”,选择“模式选择-统计”和“平均次数-5”。(简单模式适用于快速单点测量,统计模式可记录多组测量值并自动计算平均值)

04 测量样品
把仪器校准底座取下,选择“测量”,将仪器平稳放置在待测区域,确保测量口与样品表面紧密贴合、无倾斜或空隙,按下测量键获得样品GU数值。

05 数据分析
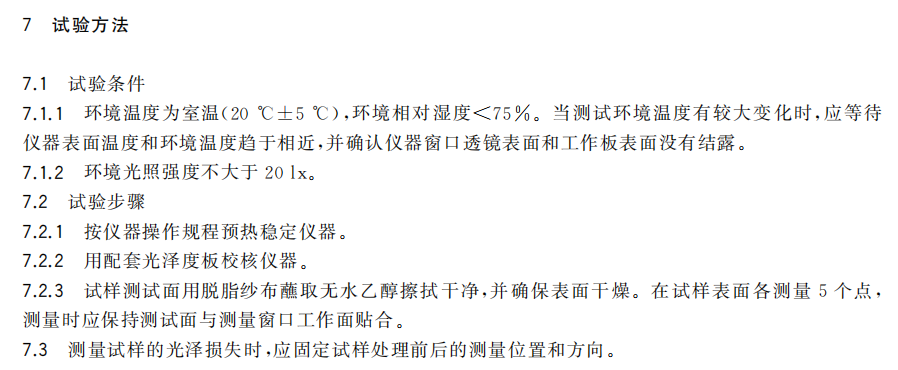
根据GB/T 3295—2025要求,在样品表面选取5个测量点(如四角和中心)进行测量,取平均值作为最终结果,以反映整体表面的光泽均匀性。测量完成后,可直接在设备上查看测量结果,还可通过USB连接电脑测量,使用PC软件进行趋势分析或生成报告并打印数据。


三、陶瓷光泽度测量的核心标准
陶瓷光泽度检测以GB/T 3295—2025《陶瓷制品镜向光泽度试验方法》 为核心依据,该标准统一了国内陶瓷行业光泽度检测的技术规范,保障检测结果的准确性与可比性。
01 适用范围
该标准适用于陶瓷制品的镜向光泽度试验,也适用于评价陶瓷制品的耐腐蚀性、耐磨性,以及其他外界因素对制品表面所造成的影响。
02核心试验要求
标准规定采用45°或60°入射角进行测量,仪器计量性能不低于JJG 696中二级要求。这意味着一台合格的光泽度仪在测量准确性、重复性等方面必须达到相应的计量技术指标。

03 结果表示与重复性要求
光泽度以GU(光泽单位)表示,数值越高代表釉面镜向反射能力越强、光泽感越好;标准明确同一样品多次测量的重复性限值,确保检测结果稳定可靠。
总结
光泽度检测是陶瓷制品外观质量把控的关键环节,检测结果直接影响产品分级、市场定价与用户体验。彩谱CS-300单角度光泽度仪针对陶瓷光泽度检测的核心难点,可严格遵循GB/T 3295—2025国家标准开展检测,60°单角度精准设计适配陶瓷釉面反射特性,有效规避杂光与表面瑕疵干扰,稳定输出GU值。仪器操作流程标准化,解决了传统检测主观误差大、无法量化的问题,可快速完成陶瓷样品的光泽度测定,适配生产在线质检、成品验收、来料检验等多场景需求,为陶瓷行业光泽度检测的标准化、精准化开展提供专业支持,助力陶瓷产品外观品质稳步提升。

