
- En
- 400-672-7281


作者:彩谱科技
涂漆金属件是重要的零部件,在各行业产品中都扮演着十分重要的角色,而在金属涂漆的工艺过程中,由于材料、设备工具、环境等原因,涂漆金属件(如图1)成品会产生色差,对于高要求的企业来说,这就需要摒弃以往肉眼判别色差的方法,转而寻求精准的测量方法来监控涂漆金属件的质量。

图1-涂漆金属件
某公司是涂漆金属件厂家,需要精准地测量成品的色差值来保证产品的质量,因此,寻求使用杭州彩谱科技的分光测色仪CS-580(如图2)来测试涂漆金属件。

图2-杭州彩谱科技分光测色仪CS-580
由于涂漆金属件的特殊性,使用一般行业内广泛采用的CIELAB色差公式来作为色差的评判标准,缺乏一定的准确性,因此我们推荐使用色差公式来进行涂漆金属件色差评价的标准。
色差公式是由F.J.J.Clark、R. McDonald 和B. Rigg在对JPC79公式进行修改的基础上于1984年提出的,它克服了JPC79在深色用中性色区域的计算值与目视评价结果偏差较大缺陷,并进一步引入了明度权重因子和彩度权重因子,以适应不同应用的需公式求。该公式由英国染色工作者学会(SDC,the Society of Dyers and Colourists)的颜色测量委员会(CMC,Color Measurement Committee)推荐使用,其色差表达式为
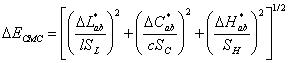
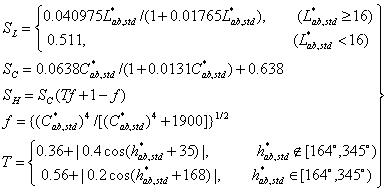
其中、和均为标准色样的色度参数,这些值以及上述公式中的、、都是由CIELAB色差公式计算得到;明度权得因子和彩度权重因子用来调整明度和彩度对总色差的影响程度,所以在不同的应用场合应取其不同的比值。大量实验表明,对色差的可察觉性平价时,推荐采用,如对数字系统的色度校正以及涂料或塑料等行业一般采用CMC(1:1)公式;而对色彩的可接受性评价时,推荐采用,如在纺织业界对产品的质量控制大多采用CMC(2:1)公式。
由于CMC色差公式比CIELAB公式具有更好的视觉一致性,所以对于不同颜色产品的质量控制都可以使用与样品的颜色区域无关的”单一界限(single number tolerence)”,从而给使用者进行颜色测量和色差的仪器评价带来很大的方便。因此,该色差公式推出以后得到了广泛的应用,许多国家和组织纷纷采用该公式来代替CIELAB公式,因此该公式将作为通用的和权威的色差公式而被工业界广泛的使用。
杭州彩谱科技的分光测色仪是国内较早的分光技术平台测色仪,综合了多项技术特征,延伸了生产中现场色彩质量控制的边界,内置色差公式就包括了CMC(1:1)公式和CMC(2:1)公式,因此可以满足涂漆金属件的色差测量要求,能够准确地测量涂漆金属件的色差,得到按照不同公式测试的色差数据。
下面是如何用彩谱科技的分光测色仪CS-580来测试涂漆金属件的色差。
第一步:打开仪器,按照说明书设置好各项参数和公式,进行黑白校准(如图3和图4);

图3-黑校准

图4-白校准
第二步:黑白校准完成后,按“Print”键,先影像定位测量区域,将待测的标样对准测试孔,注意不要漏光以免影响测试结果,再按“Test”键,“滴”声后完成测量,查看测试结果(如图5);

图5-试样测量
第三步:在上面的标样测量完成并保存后,按“Menu”键,即可进入该标样下的“试样测量”界面,按照标样测量的方法将试样对准测试孔,按“Test”键进行测量,“滴”声后完成色差测量,即可得出测量结果(如图6)。

图6-试样测量
测量完成后,可从仪器屏幕上清楚地看到测试的具体色差数据,客户对测试结果很满意,当场便买下了彩谱科技的分光测色仪CS-580,相信该公司能够不断提高产品质量,为客户提供更好的服务,也相信在未来能与杭州彩谱科技有限公司达成更为深入的合作,互利共赢!

