
- En
- 400-672-7281


作者:彩谱科技
纺织行业中对于色差的要求特别高,因此对于原料颜色色差也特别重视。一般纺织厂对于原料进行白度和色差的测试。白度一般使用亨特白度(WH)、甘茨白度(W)、色泽(TW)一组测棉花的白度值,由于甘茨白度W对白度要求高,物质稍有颜色就不能测出,我们测定棉花,均测定其亨特白度WH。WH数值越大,表示所测物体的白度越白。而测色仪器一般选用色差仪,今天我们实验的仪器选用彩谱科技CS-660分光测色仪。

CS-600分光测色仪
当测定色差时,使用ΔL、Δa、Δb、ΔE 表示的CIE1976Lab所算得的二者相应量差值和色差△E(CIE1976即国际照明委员会1976年统一颜色测量的标准)
其中L*表示明度,a*b*表示色度坐标值。
当△E=1 时 称为1个NBS色差单位1 个NBS色差单位大约等于在良好的实验条件下人眼所能知觉的灵敏度的5倍,至于产品颜色差异应允许多大范围才算合适,则要根据具体情况而定。例如纺织品的颜色差异稍有差别就比较明显,其允许色差应控制在几个NBS单位以内 (在色差组中,差值均以被比较试样减标准试样所得)。
如图是某厂半年多来的测试情况看,棉花的亨特白度经检验证实呈正态分布。50批棉样白度分析结果如表1所示:
表1
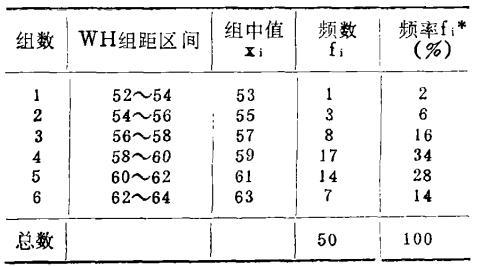
计算棉花的W H和△E的极差,白度 W H最大=63.69 , 最小=53.47
极差R=63.69-53.47=10.22。
色差△E最大=14.49,最小=9.56
极差R=14.49-9.56=4.93。
以上数据可以着出:棉花中颜色多数是接近的,一般棉花的亨特白度基本在55-63的范围内,WH=59左右为最多,WH >59,棉花越接近白色;而WH < 59,则棉花越偏离白色,或者更确切地说是接近黄色。有了这些数据,基本上可以作出初步的判断,在正常使用接替原棉时,应当考虑白度指标控制在WH =57-61恰当。
我们再将CS-660分光测色仪测试棉花白度与色差的数据与人的目光测试进行比较,证明其除了能正确地分辨白色,并能以数据表示白色的程度如何?我们共测了原棉200批,目光测定该批原棉,为“白”色有48批,仪器所测亨特白度WH一般在59以上,色差△E一般在1以下,目光评定该批原棉为“次白”色的有21批仪器所测,W H一般在,56-57,色差△E 一般在12-13左右,目光评定该批原棉颜色为“奶黄”色的有7批,仪器所测WH一般在56以下,色差△E一般在13以上。因此使用色差计可以了解到棉花的色差程度,并可以使用其作为控制配棉成分的依据之一。
如何使用棉花的亨特白度和色差这两种指标,并用哪种数据以控制配棉成分呢? 我们再对20批棉花所测得的WH与△E (与标样版对照)数据进行相关分析。如表2。
表2
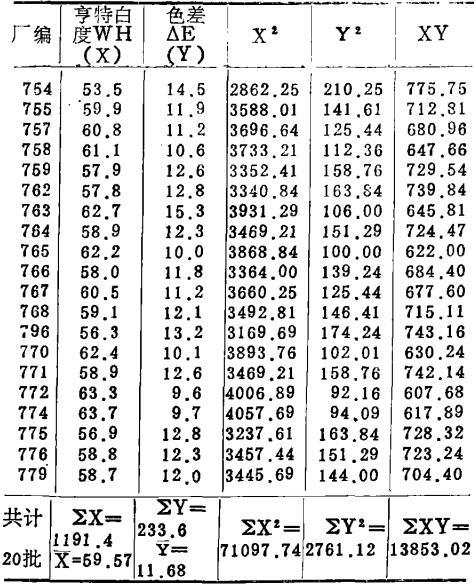
关系数 : r=-0.974
自由度Φ=n-2=20-2=18
查1%表r1=0.561 /r/=0.974>r1
5 % 表 r2=0.444 /r1/0.974>r2
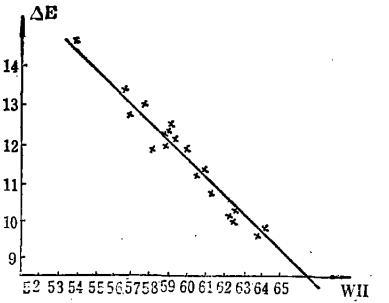
相关分析图
以上分析说明,棉花的WH和AE呈明显的强负相关。因此,不论使用白度值WH和色差值△E,都能表达被测物体的色度,都能用来控制配棉,达到减少色差,提高质量的目的。

