
- En
- 400-672-7281


作者:彩谱科技
凹版印刷凭借其墨层厚实、色彩饱和度高、耐印力强等优势,在塑料薄膜、玻璃纸及包装复合膜等装潢印刷领域占据重要地位,而色密度与色差是衡量印刷质量的核心指标,直接影响它们的色彩一致性与视觉效果。色密度用于量化油墨墨层着色强度与墨量控制水平,色差用于表征实际印刷与标准样张的色彩偏离程度,二者是印刷过程控制、成品检验的关键依据。我国标准GB/T 7707-2008《凹版装潢印刷品》、GB/T 18722-2002《印刷技术 反射密度测量和色度测量在印刷过程控制中的应用》构成规范检测体系,彩谱EX MAX印刷密度仪专为印刷行业设计,可精准测定凹版印刷品色密度、色差,兼顾国标要求,满足凹版印刷生产、检测及验收的专业需求。

一、凹版装潢印刷品色密度、色差测量核心难点
1.承印材料的多样性带来的测量挑战
凹版装潢印刷品的承印材料以塑料薄膜、玻璃纸和复合膜为主。此类材料表面光滑、透明度不一、反光特性复杂,给反射式密度测量带来了显著困难。测量时若不能有效排除表面反射光的干扰,将直接影响密度值和色度值的准确性。
2.高光泽表面的测量精度要求
凹版装潢印刷品的墨层通常具有较高的光泽度,这虽然提升了产品的外观品质,却也增加了测量的难度。高光泽表面容易产生镜面反射,导致测量时部分反射光无法被正确接收,从而引起密度值和色度值的偏差。因此,测量仪器的光学结构、照明与接收角度等参数对测量结果有直接影响。
3.同色密度偏差的严格控制要求
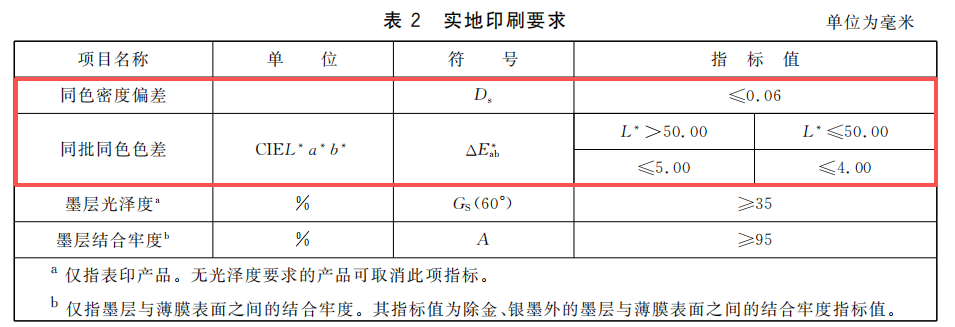
根据GB/T 7707-2008的规定,凹版装潢印刷品的同色密度偏差不得超过0.06。这一指标要求同一颜色在同一印刷品不同位置的密度值高度一致,对测量精度提出了严格要求。若测量仪器本身精度不足或校准不当,将无法满足标准规定的检测要求。
二、凹版装潢印刷品色密度、色差测量方法
测量设备:彩谱EX MAX印刷密度仪
测量样品:塑料薄膜凹版装潢印刷样品
01 仪器与样品准备
将待测样品平铺于平整台面,确保测量区域无折痕、污渍,长按电源键开机,确保仪器状态良好,满足国标检测环境要求。根据印刷品精细文字、 图案与实地区域,选用对应测量口径,在无强光直射、环境整洁的条件下准备测量。

02 仪器校准
l 黑校准:点击“设置-校准”,将测试口对准黑校准盒放置,按下测量键进行黑校准,显示“校准成功”即可。
l 白校准:将测试口对准白校准盒放置,按下测量键进行白校准。


03 参数配置
依据 GB/T 7707-2008 与 GB/T 18722-2002国标要求,在仪器主界面选择“色密度-所有密度(C/M/Y/K )”或“测色”。


04 样品测量
通过物理定位观察窗确认测量位置,采用卧式按压方式,将口径垂直贴合样品表面,确保无倾斜、无间隙,按下测量键,完成样品颜色数据的采集与存储。


05 数据分析
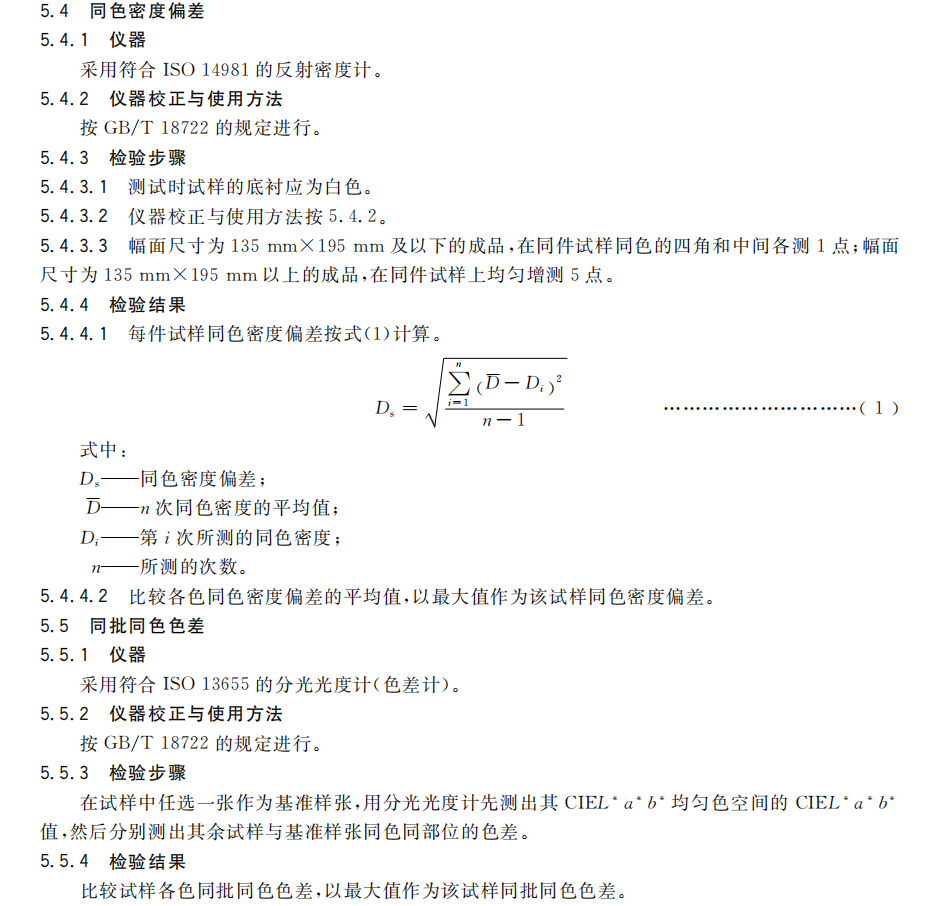
根据 GB/T 7707-2008要求,同色密度偏差需均匀测量5个点,比较各色同色密度偏差的平均值,以最大值作为该试样同色密度偏差。测量完成后,可直接在设备上查看测量结果,仪器将直接显示 C/M/Y/K 密度值、ΔE*ab等参数及各维度差异数据,结合GB/T 7707-2008国家标准即可快速判断试样是否合格。还可通过USB连接电脑测量,使用PC软件进行趋势分析或生成报告并打印数据。



三、凹版装潢印刷品色密度、色差检测核心标准
GB/T 7707-2008《凹版装潢印刷品》
该标准规定了塑料薄膜、复合膜等基材的凹版装潢印刷品技术要求、试验方法、检验规则,明确同色密度偏差、色差等核心指标的限值与检测方法,是国内凹版装潢印刷品成品检验、质量分级的核心依据。标准要求采用反射式密度测量,规范取样位置、测量条件与结果判定逻辑,保障同批次产品色彩均匀一致。
在色密度与色差测量方面,该标准明确了以下核心要求:
02 GB/T 18722-2002《印刷技术 反射密度测量和色度测量在印刷过程控制中的应用》
本标准规范了印刷过程中反射密度与色度测量的通用方法,明确测量仪器的光学要求(对于高光泽试样,标准的0°/45°或45°/0密度计几何条件可以消除光谱反射的影响)、测量条件、数据处理方式,指导印刷生产的色彩过程控制,适用于凹版印刷检测,保障印刷过程色彩稳定、数据可追溯、可对比。
总结
色密度与色差检测是凹版装潢印刷品质量管控的核心环节,检测结果的精准性、规范性直接影响产品合格判定、市场交付与质量追溯。彩谱 EX MAX 印刷密度仪围绕凹印检测痛点,严格遵循GB/T 7707-2008、GB/T 18722-2002国标要求,以标准化流程完成色密度与色差的精准量化测量,解决传统检测主观偏差大、数据不可追溯、合规性不足等问题。仪器适配凹印生产巡检、来料检验、成品验收等场景,为凹版装潢印刷品质量管控提供稳定、高效、合规的检测支持,助力印刷行业检测标准化、质量可控化落地。

