


“哎,你那边看是藏青,我这边明明就是深蓝啊。”
“样品和缸样明明对过了,怎么出大货一看,颜色飘了?”
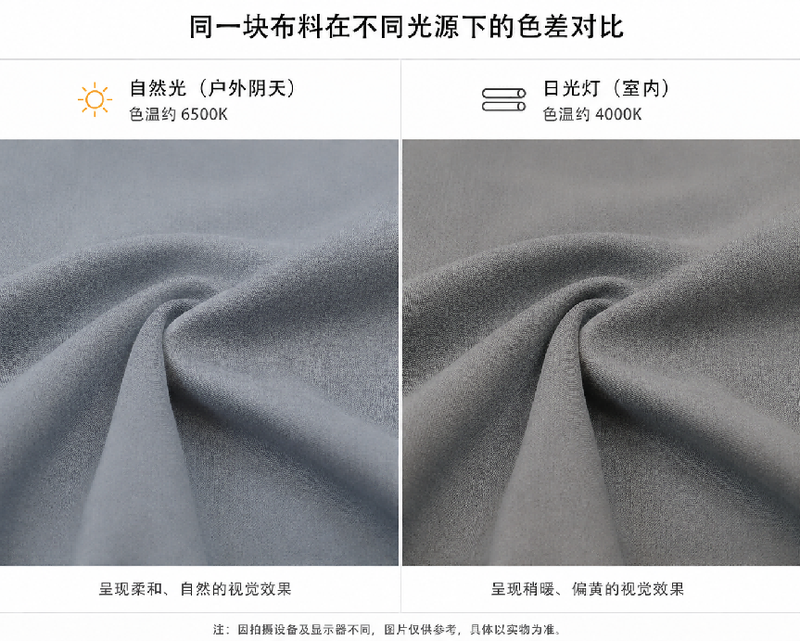
做纺织印染的朋友,对这类对话大概都不陌生。颜色对不齐,一天白忙活。车间里为了一点点色光争得面红耳赤,打样的师傅被十几个“再调一丁点”逼到崩溃,也是家常便饭。说到底,很多时候不是人出了问题,而是光在骗人,或者眼睛在骗人——早上的自然光和下午的日光灯,看同一个红色,判若两色。
这就是为什么测色仪这个东西,在纺织印染圈从“锦上添花”逐渐变成了“续命神器”。今天我们干脆就来聊聊:纺织印染的全流程里,测色仪到底能扎进哪些环节,以及一些可以现学现卖的测色知识。
一、来料环节:别再靠手摸眼看了
面料的颜色问题,第一道关口往往在来料上。同一色号的坯布、纱线,不同批次之间常有微小差异。靠人眼在仓库灯下翻一翻,容易漏掉“看起来差不多”的色偏,等上了染色线才发现,已经晚了。

这个节点,测色仪干的是“把关”的活儿。取几米布或几绞纱,仪器一测,色差值立刻显现。设定一个大家都能接受的容差范围,超标的直接标记出来,避免“色差流浪”到后道工序。而且数据存起来,跟供应商对质的时候,不用指着布争论“这哪里偏黄了”,直接甩一个Δb值过去:黄蓝轴偏了0.8,你自己看。省心省嗓。
二、打样复样:把老师傅的感觉翻译成数据
打样室是测色仪真正大展拳脚的地方。过去调色,师傅眼睛就是尺,但眼睛受情绪、疲劳、光线影响太厉害了。同一个配方,上午调准了,下午看可能又差点意思。
有了测色仪,来样先测,仪器会给出ΔL、Δa、Δb的颜色偏向,根据这个“配方预测”不会直接帮你把颜料滴得恰到好处,但能让你少走很多弯路。打出一块样,再测一下,色差多少、往哪个方向偏,清清楚楚。欠红加红,太暗提亮,方向一目了然,而不是全凭感觉“再来一点点”。

三、生产在线:把“飘色”摁在染缸里
染缸里的颜色是活的。温度、时间、助剂、浴比稍微一晃荡,颜色就可能飘移。传统的做法是中途取样,对缸样,发现偏了再追加染料——这时候往往已经染了好一阵子,回修成本上来了。
现在不少工厂在染色工序布置了在线或旁线的测色方案。如果发现走势偏红,立刻在后续工序里微调,相当于给染色过程装了“导航”,而不是快到了才发现走错路。这对要求极其严格的敏感色(灰、卡其、浅蓝等)尤其管用,因为那些颜色偏一点点,肉眼就喊救命。
四、成品检验:别等客户替你查出来
走到成品环节,颜色的最后一道验货往往还是靠老师傅在标准光源下“过灯”。但如果用测色仪做整批抽样,就可以把主观的“我觉得还行”变成客观的“数据说合格”。尤其拼单、对色要求高的快时尚订单,同款不同批次,甚至同一件衣服不同部件(大身和袖子)颜色一致性,用仪器跑一遍,一目了然。
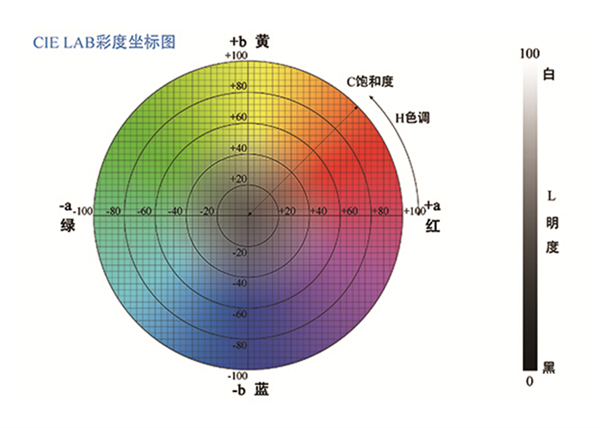
这里有个实用知识点:别只看ΔE(总色差)。ΔE是个综合评分,但实际生产中,得学会拆解。比如ΔL代表明暗,数值越大偏浅,数值越小偏深;Δa代表红绿,正偏红,负偏绿;Δb代表黄蓝,正偏黄,负偏蓝。一个ΔE 0.8可能看起来还好,但如果这个0.8全集中在Δb偏黄上,视觉上可能就“旧”了一截。所以有经验的质检员不仅看总分,还会看各分项的“偏科”情况,对症下药。
五、几个绕不开的测色常识,简单捋一捋
既然讲到这儿,顺带聊几个经常被问到的点。
D65光源是啥? 模拟平均日光,色温6500K左右,是纺织印染常用的对色光源。除此之外还有A光(钨丝灯偏黄)、F光(荧光灯偏冷白)、TL84(商超常见光)等。不同光源下,同一个颜色因为光谱反射率不同,可能呈现不同色感,这叫“同色异谱”。用测色仪可以模拟多种光源下颜色表现,提前预判客户在商场看到的效果,免得货送到了才发现“颜色不对”。
ΔE多少算合格? 这个没有放之四海而皆准的数字。一般素色布、要求高的订单,ΔE CMC(2:1)或ΔE00控制在1.0以内会比较好。牛仔、花布、有洗水工艺的,容差往往放得宽一些。关键是与客户协商一个双方接受的标准,然后拿数据说话。
六、工具这件事,顺手比什么都重要
讲了这么多,其实最终要落回到一句话:颜色管理,核心是“沟通”和“标准”。而测色仪,就是那个把肉眼感受翻译成数字语言的翻译官。至于选什么样的工具,说到底要匹配自己的场景——台式的稳,适合实验室做精密调色;便携式的方便,适合车间巡检、仓库验货、外出跟单。彩谱在分光测色这块琢磨了多年,产品线覆盖从台式到手持,从常规孔径到小面积、异形样品测量,想法其实很简单:让不同规模、不同环节的纺织印染人,都能找到一件趁手的兵器,而不是强求大家去适应一套复杂系统。

