


做色彩品控的朋友大概率遇过这种糟心事:同一块面料、同一片塑胶件,挪一毫米再测,LAB 数值直接跑偏,明明没换样品,数据却忽高忽低,跟客户核对色差时各执一词,返工、扯皮接踵而至。

很多人图省事,测一次就记录数据,殊不知单次读数只能代表测量口径下极小一块区域,很难反映整件产品、整批物料的真实色彩。今天咱们抛开晦涩公式,聊透多次测量取平均值的底层逻辑,分清单次与多次测量的实际差距,顺便讲清各行各业该怎么规范采样。
一、单次测量为什么容易 “失真”?4 类误差躲不开
单次读数的偏差来源,基本分为样品、仪器、环境、人为操作四大类,每一项都会悄悄干扰数据:
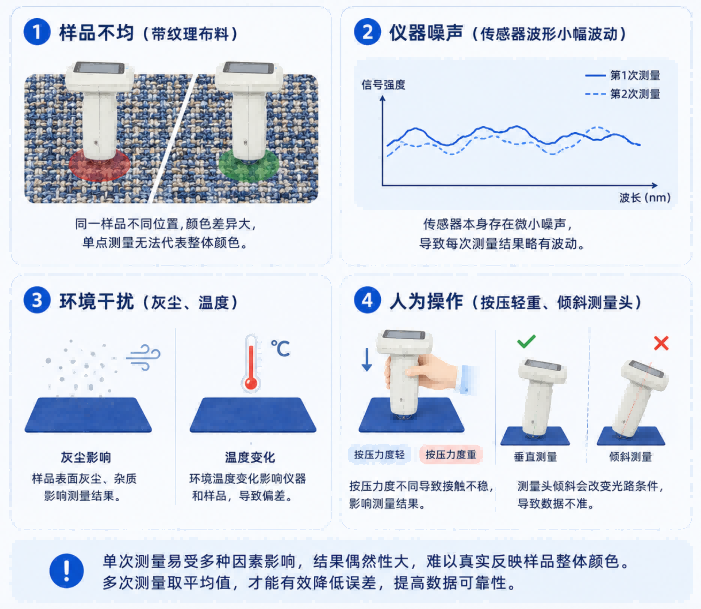
1. 样品本身天生不均匀,单点没有代表性
绝大多数工业物料表面都做不到完全均质。灯芯绒、针织布有凹凸纤维,测量头压在凸起绒条和凹陷缝隙,光线散射完全不同;色母颗粒制品局部颜料分布不均;皮革、木纹板材自带天然纹理,轻微移位就会让L明度值波动。
2. 仪器自带微小随机噪声
哪怕仪器完成校准,内部光源、光电传感器工作时会存在微弱信号波动。光源瞬时光强小幅起伏、传感器电路底噪,都会让每一轮采样的光谱数值出现细微偏移。均匀光滑的纯色板材波动偏小,但精密测色场景下,这点偏差也会让 ΔE 超出客户允许公差。
3. 环境微小波动干扰光路
车间温湿度不会恒定不变,温度轻微变化会让仪器内部光学元件产生热胀冷缩,光路出现微量偏移;空气中漂浮的灰尘、车间偶尔闪过的杂散光,都会在单次测量里形成干扰,多次采样后这类随机干扰会相互抵消。
4. 人为操作的细微差别
手持便携色差仪时,两次按压力度、贴合角度很难完全一致。测柔软布料,压得重纤维被压实反光变亮,轻压则蓬松吸光;曲面工件稍微倾斜,测量口径漏光,明度数据直接上浮,单次测量会把操作误差当成样品本身色差。
简单总结:单次测量捕捉到的,是局部 + 随机干扰叠加后的结果,掺杂大量无关变量,用来判定整批产品色彩稳定性说服力不足。
二、多次取平均值,解决了什么核心问题?
平均值的本质,是用多点采样稀释各类随机误差,让数据无限贴近产品真实综合色彩,主要有两层实用价值:
1. 抵消随机干扰,稳定数据重复性
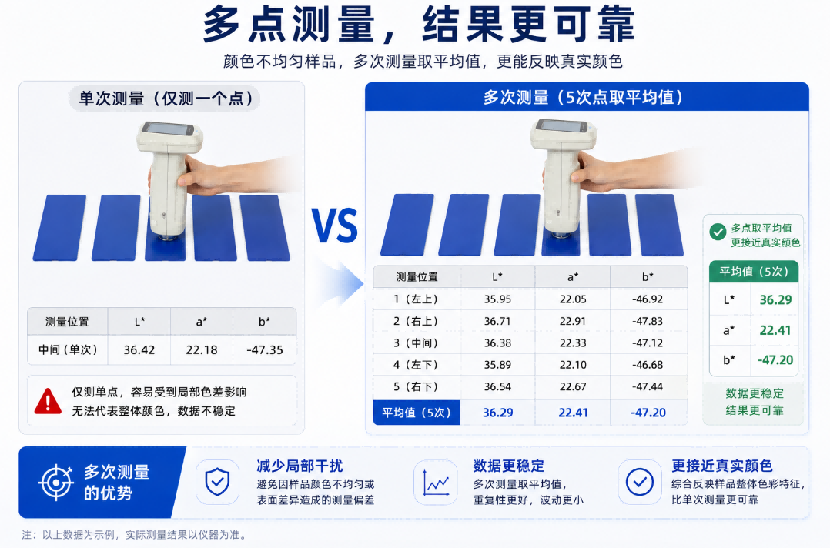
随机误差有正向偏高、负向偏低两种情况,多点测量后高低数据相互中和,仪器噪声、轻微环境波动、按压力度差异带来的偏移会大幅缩小。同样一块纹理面料,单次测量ΔE波动可达0.5以上,取3-5点平均后,数据离散度会明显收窄,重复测量结果趋于稳定。
2. 覆盖样品全貌,数据贴合人眼观感
人眼观察产品时,会自动整合整块表面的色彩纹理,不会只盯着针尖大的一小块。多点测量取平均,刚好模拟人眼综合判断逻辑:避开局部瑕疵、单一纹理的极端数值,输出能代表整件产品的综合LAB参数,和目视判色结果匹配度更高。比如印刷纸张、汽车喷涂件,边缘与中心涂层厚薄略有区别,多点平均才能体现整件工件的平均色泽,避免因单点极值误判整批不合格。
实操小建议:常规不均质样品,统一选取 3-5 个不同点位测量;纹理起伏大、颗粒松散物料,可增加至 5-9 次采样后取均值。
三、车间实操避坑:取平均值也要注意这几点


